0 引言
制造执行系统,即Manufacturing Execution System(MES),有助于消除车间生产与上层管理之间信息沟通的壁垒,促进工业信息化的发展。从收到订单到产品制造完成的整个过程中,MES对其进行优化管理,根据获取的实时数据对车间生产进行指导、优化车间调度。20世纪末,美国先进制造研究机构(AMR)提出了制造执行系统MES这一概念,并同时提出了三层企业集成模型,如图1所示,分别为企业级的计划层,生产级的执行层,过程级的控制层,而MES处于计划层和控制层之间,主要关注生产管理与优化,是帮助车间提高效率的必要方法之一。
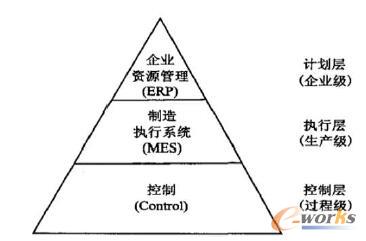
图1 三层企业执行模型
1 MES体系架构
生产过程中的实时数据应及时传递给MES,同时企业管理层也应及时更新生产计划传递给MES,把计划层和控制层的信息进行交互,打通企业的连续信息流,进行统一分析规划排程,出现生产扰动能够及时处理。MES与ERP系统连接,可以获取车间基本数据、生产计划与订单详情;MES与现场生产设备连接,可以获取生产信息、质量信息。“ERP/MES/SFC”彼此协同,使全部信息流构成一个闭环。结合离散型制造车间的特点和MES的相关知识,设计MES总体框架与数据交互,如图2所示。
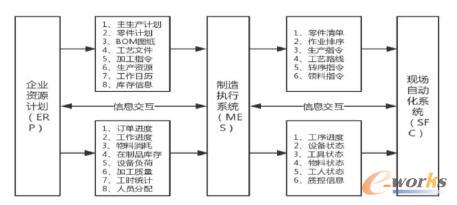
图2 MES总体框架与数据交互
2 扰动分析
离散型制造车间调度问题,可以描述为:给定一个设备的集合和一个工件的集合,每种工件均有一定的数量,每种工件有不同且已确定的工艺路线,每道工序至少一台设备可以加工。在保证工艺路线的前提下,合理安排各个工件在各个设备上的加工顺序,减少等待时间,使调度方案满足要求,确保在交货期前完成任务。此外当设备上的加工工件改变时,需要卸下前工件、更换夹具工具等,会对后一工件的准备时间有所影响,本文将其简化计入加工时间内,准备时间记为零,但应满足以下要求:①任一工件只有在前一工序完成后,才能进行下一工序;②工序的加工时间和加工设备一一对应,且已经确定;③设备在同一时间,只允许加工一种工件;④某道工序执行后,非扰动影响不能中途停工。
假设车间生产若干工件,总计n件,列为集合N={1,2,3…,n},车间有m台的设备,列为集合M={1,2,3…,m},工件加工完毕总计j道工序(0≤j≤m);第i个加工件的第j道工序用Oij表示,其在第k台设备上加工,用Oijk表示;开始加工时间用Sijk表示,加工用时用Tijk表示;工件i的最后一道工序用ei表示,其开始加工时间用Sieik表示,加工用时用Tieik表示。若当前车间调度为最佳方案,然后在加工过程中出现了生产扰动,其工序开始加工时间用S′ijk表示,加工用时用T′ijk表示,主要考虑车间生产过程中的三种的扰动情况:
①新增急单:生产过程中新增紧急任务(n+1),产生新的工序集{O(n+1)jp},S(n+1)jp和T(n+1)jp分别表示新增急单各工序的开始时间和加工时间。
②生产延误:由于人员操作错误或工作不熟练等造成的工序延时
间生产中断,修复时间tkm之后,设备重新开始工作,其恢复后的开始工作时间
所有任务生产时间的最小值为最优解,即最后完成加工的时刻,保证最小

3 扰动评估
MES能够对采集的生产实时数据进行分析,对出现的生产扰动及时进行车间调度。依据生产扰动的影响等级,可以分成三类:缓冲吸收扰动,修复调度,重新调度。当时车间生产遇到扰动事件之后,对扰动产生的影响进行分析,判断能否自行缓冲吸收该扰动;若不行,依据优先规则选择调度工序,依据订单缓急进行修复;若扔不行,则终止该调度计划并重新调度。
扰动事件产生会影响交货期,其变为J′

w是新任务(n+1)的总工序数;m是新任务(n+1)加工需要的总设备数;max{△toijk}为最大延时时长;max{tkm}为最大维修时长。
因扰动事件影响导致延时的交货期为J′,扰动影响的交货期与原交货期的偏差值设为参数φ:
u是扰动出现后原调度中所有设备的平均空闲时间,vq是扰动产生后设备q的加工空闲时间。
缓冲吸收扰动:依据曾经交货期的数据统计,对新任务建立缓冲吸收的方式,交货期的满意程度设为β,扰动导致的交货期偏差值,如果在置信水平内φ>1-β,选择缓冲吸收扰动,在相应设备空闲时间内进行加工;如果交货期的偏差值在置信水平外,缓冲吸收无法有效应对扰动,选择其他方法。
修复调度:依据优先分配规则进行修复,主要考虑两个原则:①工件的开始加工时间,优先调度较早开始加工的工件;②工件的优先等级,优先调度较高优先级的任务。重新调度:若车间内出现了影响较大的生产扰动,应用上述两个方式无法完成调度,则需要完全重新调度,更改部分工件的交货期与限制,重新生产调度排程,但频繁的重新调度会导致车间生产不稳定。
4 算例应用
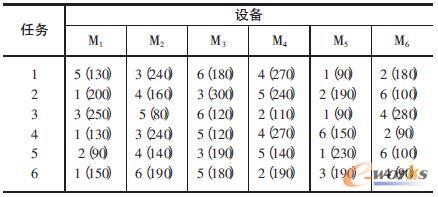
假设现有6个任务,在6个设备上加工。表1中,数据“3(240)”,表示任务1的第3道工序,在设备M2上加工,加工用时240。图3为静态作业排程方案,全部任务加工完成时间为1560。
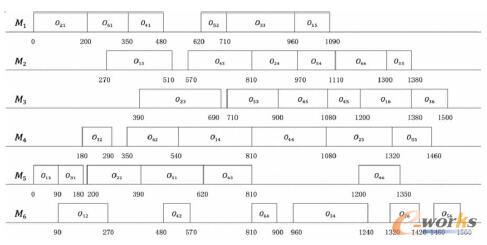
图3 静态调度甘特图
表1 6乘6算例加工任务数据
假设两种生产扰动,应用上述分析的调度方案进行处理。①若在900时刻,设备M3出现故障停止运行,其维修时间是100,即重新开始加工时刻是1000,向后静态平移,缓冲吸收该扰动。②若在700时刻,插入两个新任务,加工数据为“7”{2(130),4(160),3(180),6(140),1(190),5(120)}、“8”{1(130),3(80),6(120),2(150),5(190),4(100)},计划交货期是1900;这种情况,无法缓冲吸收和调度修复,需要重新调度,应用算法求得调度的最优排程计划。这两种情况是实际车间生产中常见的扰动,选择不同的调度方案进行优化生产,不但能够较大程度上满足各项加工任务的交货期,而且利用缓冲吸收和修复调度的方法对较小的生产扰动及时处理,在原排程计划的基础上进行调整使生产连续稳定,降低了完全重新调度对生产的不稳定影响。
5 结束语
本文强调了MES对工业信息化的推动作用,分析了MES在实际生产过程的重要地位,有助于实现生产信息的交互集成。通过研究车间调度的问题,分析生产扰动的特点及其影响,构建了离散型制造车间MES的调度模型,对不同生产扰动情况进行分析,证明该方法对生产扰动有一定的指导意义,提高了车间调度的可操作性,优化了生产管理。



ICP经营许可证:鄂B2-20080078
(于2003年首获许可证:鄂B2-20030029)
鄂公网安备:420100003343号
© 2002-2025 武汉制信科技有限公司 版权所有
投诉举报电话:027-87592219
















 需求中心
需求中心 AI助手
AI助手
 联系我们
联系我们