在数字化CAPP中,不仅要应用到人、机、料、法、环、测诸因素的固有数据,如机床参数、材料数据、测量结果等,还有大量的需要进行人为逻辑判断选择的因素,这些因素如果不能为计算机所识别,则达不到数字化CAPP的目的。一个完善的数字化CAPP,不仅仅是将工艺过程简单用计算机表达出来,更重要的是:它应该具有准确性、先进性和高效率。怎样达到这个目标呢?很多问题需要深层次的探讨。下面以机制工艺中最基础的、最简单的机床规格选择环节做一剖析,为解决以上问题之抛砖引玉。
1、一种解决问题的新方法
根据数字化CAPP准确性、先进性以及高效率的目标,从机床规格选择这个工艺过程来看,所谓准确性就是优化选择,所谓先进性就是系统应具有从制造全过程和经济度来考虑选择机床规格问题的水平,此外数字化本身就具备了较高的效率。那么在该思想的指导下,具体确定机床规格最佳选择范围的依据和原则是什么?用什么方式来实现呢?
我们知道,一个零件在进行工艺过程设计时对机床规格的选择虽然简单,但还是要多方面考虑的,它不仅包括对零件加工有直接影响的因素如零件尺寸、形状、材质、重量、精度、刚性,机床的规格和精度,附件的尺寸、精度,装夹方式等等,还包括一些间接影响的因素。如:从安全上看,卧车上卡盘的卡爪是否超出卡盘外太多,造成卡盘受力薄弱?打中心孔时,由于零件直径太大不能放入机床主轴孔内,造成零件装夹悬臂太长?在立车上加工较细高零件时,其倾翻力矩是否太大等等。从生产负荷及设备利用率的角度看,在机床规格选择亦此亦彼的情况下,总是选用规格偏大或者偏小的,是否会造成不平衡?从经济加工的观点看,短小的零件是否不要放在床身较长的机床上加工?其他方面还有考虑:零件加工最短周转路线及流向影响、完全按主参数来选择机床规格,是否会引起某些特定参数(精度、角度、重量)超范围?这些因素是多种多样的,根据机床的类别、规格、使用条件的不同,又有许多特定的要求。人工进行工艺设计时受到环境、能力、时间、心情诸多因素影响,不可能面面俱到。那么就需要一个合适的方法来处理这些问题。针对这些问题,进行分析如下:
①这些影响因素在类别上是有规律的,分别属于在机械加工全过程中出现的各重要环节;
②这些影响因素的出现,随着零件尺寸的不同,都有一定的规律。如在一定长径比范围内的零件类别相同,其工艺方法和影响因素也基本相同;
③这些影响因素与装夹方式有一定的内在关系。确切的说,由于零件的尺寸不同,存在着类别上的相似性,由于装夹方式的不同,存在着影响因素上的相似性。
根据相似性原则,将上述各种可能出现的影响因素,按照不同类别、不同规格型号的机床和相关装夹方式,进行细分类,经过归纳总结和综合整理,制定出按装夹方式的《车床优化选择原则项目表》。如下表所示:
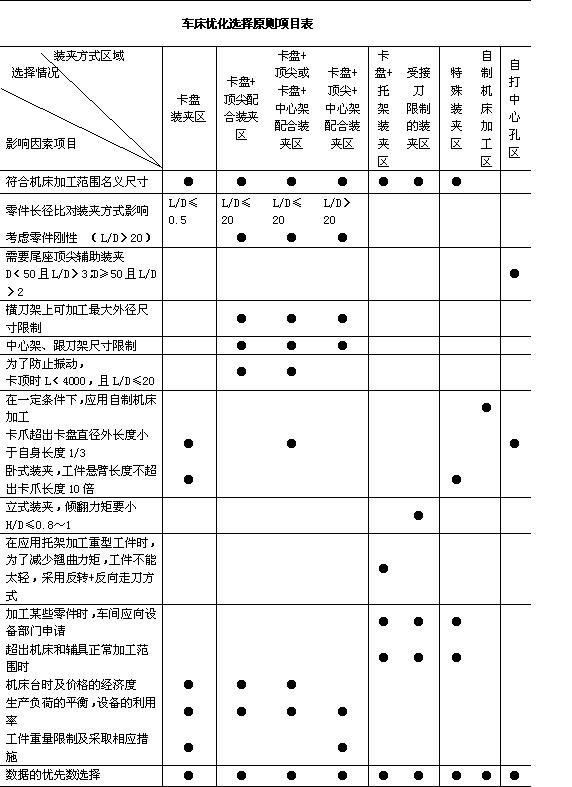
表中是根据某冶金制造厂的具体情况进行编制的。其中机床选择范围按照装夹方式分为9个区域,它们分别是;卡盘区、卡顶区,卡顶(卡架)区、卡顶架区、卡托区、殊装夹区、接刀限制区、机床自打中心孔区、自制机床加工区。其中:
●卡顶(卡架)区(指卡盘与顶尖或者卡盘与中心架配合装夹);
●卡顶架区(指卡盘、顶尖、中心架或跟刀架配合装夹、一般加工长径比≥20的零件);
●卡托区(指卡盘与托辊架也即开式中心架配合装夹,一般加工外径较大,精度低的零件);
●接刀限制区(主要是对立车而言。加工部位的长度超出‘刀架的行程,要调头接刀加工,适用于精度低的零件);
●殊装夹区(采取辅助措施或专用工具配合装夹。适用于主参数超出机床附件范围,或加工性能不好的零件);
●自制机床加工区(适用于一些专用产品);
表中相关影响因素和装夹区域对应,有关联的就做上标记,成为选择的约束条件。根据此表,可以绘出该工厂各类别、各规格车床的优化选择范围图,如图1所示:
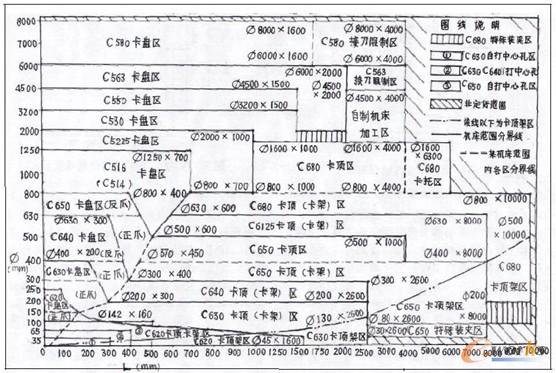
图1车床的优化选择范围图
以上是将诸多影响因素转化成为图线的形式。可以直接使用,根据工件和长度数据在表中找到坐标点,所在的区域即是需要选择的机床。也可以在计算机系统中应用,但要做一些处理。首先要将各曲线转换成相应的数学公式,编入程序。使用时,只需输入主参数,系统就可以生成坐标点,通过判断坐标点落在哪个区域内,便可快速确定相应的车床规格,成为优化选择。这种方法,直观地表达了在各种约束条件下的优化选择范围,改善了传统的就事论事的计算机处理逻辑关系的方式,大大提高了数字化CAPP的可靠性和系统运行速度,为数字化CAPP难点的突破提供了有效的解决办法。
2、车床的优化选择范围图绘制过程
图1是先将一个个小区域根据具体条件绘制好,然后再进行合成的。小区域的图形绘制,详见下面C620车床卡盘区的案例:
①从零件长径比对装夹方式影响考虑:卡盘区主要加工盘类零件,在此工作区内的零件基本符合L/D
②从安全因素考虑:安全操作规程一般规定卡爪伸出卡盘外的长度不允许超出自身长度的三分之一。考虑卡盘及卡爪的尺寸:三爪卡盘最大卡活外径为Φ254 mm,考虑优先数为Φ250 mm,四爪卡盘最大卡活外径为Φ340 mm,考虑优先数为Φ320 mm。
③从工件装夹受力情况考虑;三爪卡盘卡爪的台阶长为12 mm,四爪为18 mm,按最大悬臂长为l:10来考虑,其工作长度应小于180mm。
④从生产负荷的平衡来考虑:根据以上数据,我们希望所订出的加工范围应稍小于机床的规格尺寸范围,若把范围订得太小了又会加重上一挡次车床C630的负荷。根据该工厂9984个冶金机械零件普查的数据分析,结合现场计划调度的实际情况得出的规律表明C 620的生产负荷大于C630,通过具体计算得出:其裕度为l/ lO,由此得出,可以在该裕度内缩小C620的加工范围。
⑤从操作习惯与操作心理考虑:C620加工外径大于Φ320 mm的零件,刀架要退到中拖扳的很外面,操作较吃力,从一般短轴的悬臂装夹来看,反爪卡活长100mm,正爪卡活长180mm左右安全感较强。
⑥从工件的重量上考虑:该工厂C620机床的操作者女同志较多,约占这类机床操作者的80%,工件太重会造成一些不便。相关安全部门规定大于25公斤的零件要使用起重工具。对于C620车床来说.应发挥其方便,灵活的特点,在一般的情况下,以不用起重机具为好。所以,将零件的最大重量定为20公斤,通过重量公式得出关系式:
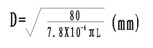
式中D为直径,L为长度,7.8 x 10-6为比重,单位:kg/mm3 ,随长度不同,有不同的直径工件。
⑦考虑优先数:综合上述6条,基本可以得出该区的最大外径为Φ254mm, 最大长度为180mm,以公比 为依据,数据优先为Φ=250mm,L=160mm。
⑧考虑机床的最大规格参数:Φ=250mm,L=160 mm均在C620车床的规格范围内。由第⑦中的最大限制尺寸和第①第⑥中的关系式进行绘图,得出C620车床卡盘区的最佳选择范围,如图二所示。
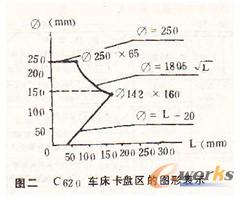
这样,一个小区域图形的绘制工作就完成了。其它小区域图形的绘制也较类似.主要的就是要根据《车床优化选择原则项目表》所确定的各项相应的原则,定出图形的约束条件,然后绘出图形。
3、数据处理注意事项
在图形绘制后,还要进行图形向数学公式的转换工作和编程工作。其实,在图形绘制时,图线的基本数学公式已经由约束条件确定了,需要进一步明确的是:怎样按程序要求的判断顺序进行,即确定主参数和变量,从而正式确定汁算公式。从曲线来看,基本部是直线方程和一次曲线方程.较为简单.这里就不一一介绍了。
怎样提高编程效果,不仅仅是程序编制本身,在设计方法上也有讲究,本案中通过粗分片、细分块。就象地图上的经纬线一样,将整个图形进行有规则的分割。在开始时就能直接进入某片查找。为程序较快地进行判断提供了方便。排除了将30多个小区域逐一判断的麻烦。
另外,有的区域是由直线和曲线构成的.要按拐点处为界进行分块.即细分块,方便判断。如,C620车床的卡盘区就要分成3块.如图三所示:
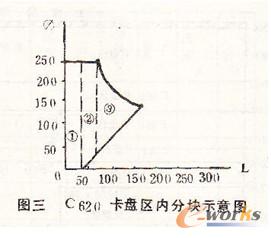
在判断时.按小块为单位逐一进行,将主参数的值与图形上下限的值进行比较.若小于上限并大于下限的值时,该块所在的区域就是要选择的优化范围,否则转向下一个块进行判断.直到找到。
4、结束语
以准确性、先进性、高效率为目的.以“全过程”为出发点.全面、综合地考虑各种因素的影响来确定机床规格优化选择范围.并用图形曲线引入系统来解决数字化CAPP中工艺经验的量化问题,不为是一种新思路,它的选择要比人工选择准确得多,其结果是行之有效的。该方法不仅提升了数字化CAPP的可靠性,而且也促进了生产,设备、劳动定额、安全等管理部门的工作,更加有利于企业的科学管理。该思路也可以借鉴于数字化CAPP的其他工艺过程环节或者其他领域。
笔者认为,:在信息化不断深入发展的今天,有很多深层次的问题需要探讨,很多创新方法需要挖掘,依靠计算机系统的先进性和设备的自动化仅仅是信息化发展的一个方面,更重要的是把基础工作做扎实,把管理思路理清晰、把发展观念不断提升,才能有大的发展!









