2.2分选工位
钢管经过测长以后到达2#辊道,接近开关检测到钢管已到达,则上料翻板机动作,将钢管拨到钢台架上,若PLC检测到钢台架以后的工位准备就绪,则下料翻板机动作,将钢管拨到2#辊道上,由PLC控制辊道和翻板机将钢管放入相应的料筐。若过钢台架每次只通过一根钢管,则控制起来也就简单的多了,,但是当某一料筐满时,则需要控制过钢台处下料翻转机不能动作,此时为了不影响前面工位的生产效率,经测长后的钢管只能在过钢台架处囤积,待料筐清理完毕以后,在进行分选。
钢管在过钢台架处囤积时,如何实现钢管数量及相应长度的跟踪,当钢管在过钢台架囤积时,由上位和PLC配合实现对过钢台架处数量及对应长度的跟踪,具体过程如下:钢管到达5(2#辊道),PLC通过2#辊道上的接近开关检测到有钢管,则PLC控制过钢台架上料翻板机动作并向上位机发出上料成功信号,上位机接收到信号后对过钢台架处统计数量加一并赋予相应的长度;PLC检测到过钢台架下料翻板机动作,若11(3#辊道)上的接近开关检测到有钢管后,PLC向上位机发出下料成功信号,上位机接收到此信号后对过钢台架处钢管统计数量减一并将相应的长度赋予PLC的一长度中间为,PLC读此中间位并经过与预先设置值进行比对,由PLC判断此钢管应进入哪一个料筐,然后控制运输辊道将钢管运输到相应的料筐旁边,待辊道停稳后,翻板机动作将钢管拨入该料筐,然后将PLC长度中间为复位,如此循环从而实现了钢管的分选。
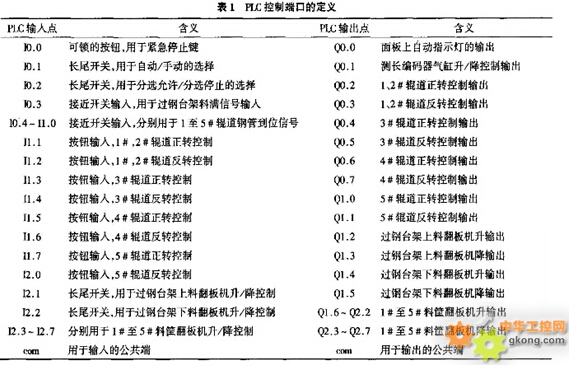
3.PLC软件设计
PLC控制端口的定义,如表一所示
4.结束语
通过对PLC在钢管自动化分选生产线中的应用使控制系统的可靠性和工作效率都得到了极大的提高,大大降低了工人的劳动强度。本方案经现场运行证明效果良好。









