3.2 基于ANSYS经典界面的焊接仿真
如前所述,在以Workbench为平台进行焊接仿真时存在诸多限制,例如无法选择其他形式的热源模型,因此用户可以基于ANSYS经典版进行焊接仿真。基于ANSYS经典版进行焊接仿真时,可以以命令流的方式进行,将焊接参数以参数方式读入,对于优化焊接分析,十分方便。
本例中,焊接温度场模拟采用焊板尺寸为200mmX200mmX6mm,试件材料为Q235A,材料参数如下表所示。为保证焊透,两块钢板开45°坡口。焊接方式采用电弧焊,焊接参数为:焊接电流180A,电弧电压20V,焊接速度4.8mm/s,焊接热输入0.75kJ/mm,焊接效率η=0.825,结构与空气的换热系数为15W/(m^2*℃)。

图14 焊接试样尺寸
在ANSYS经典版中建立该构件的几何模型,采用solid70,建立好的模型如下图所示:
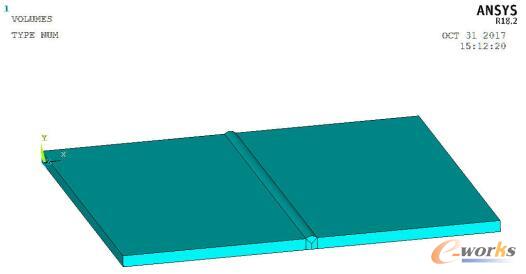
图15 模型
通过MP命令建立完整的材料参数表,如下图所示:

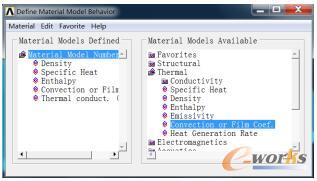
图16 建立完整的材料参数表
通过esize等命令,对该模型进行局部网格控制,生成六面体网格,并达到较高的网格质量。有限元模型如下:
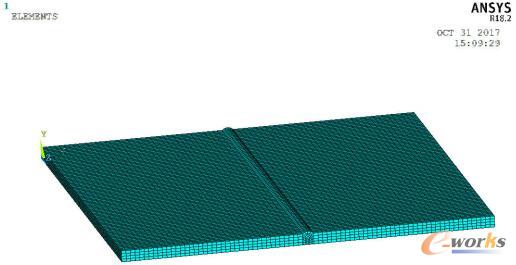
图17 对模型进行局部网格控制
本例中同样采用高斯热源方式进行模拟,相关焊接工艺以参数方式表达,为后期优化提供基础,典型的命令流如下:
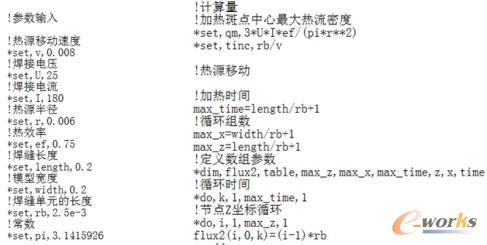
图18 命令流
对该模型底部施加固定约束,根据APDL中设定的求解参数进行迭代计算,迭代曲线如图所示:
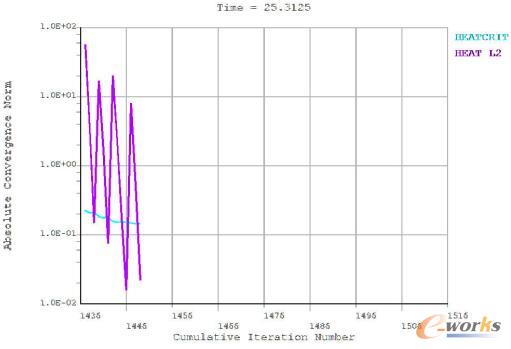
图19 迭代曲线
经过求解计算后可以得到该焊接件的温度场分布云图,如下图提出的某时刻温度场分布云图:
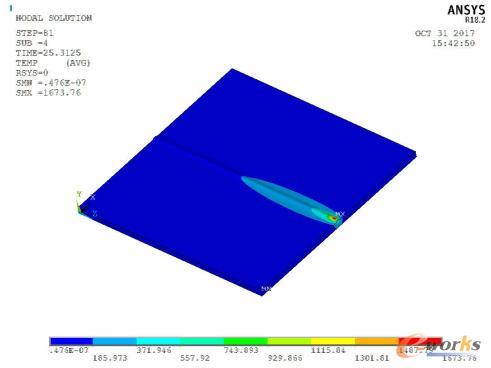
图20 某时刻温度场分布云图
4 总结
通过以上介绍,以ANSYS软件为基础可以方便的进行焊接过程的温度场和应力场仿真,目前在Workbench中仅支持以插件的形式进行焊接仿真,并且只能考虑平面高斯热源的热源分布方式,如需考虑其他方式的热源方式,需要以ANSYS经典版为基础进行APDL编程,除此之外,用户还可以采用生死单元的方式进行焊接仿真,需要注意的是,生死单元的方式即通过控制单元生死的方式来模拟焊缝填充过程,采用该方式可以模拟较为复杂的热输入情况,由于热源分布与生死单元是两种不同的计算方式,因此不能叠加使用。
ANSYS软件通过完整的材料本构关系、求解能力,为焊接仿真提供了强有力的技术保障,因此设计人员可以以此进行焊接仿真,为电流、电压等焊接工艺参数的设置提供参考依据,从而合理优化焊接工艺。



ICP经营许可证:鄂B2-20080078
(于2003年首获许可证:鄂B2-20030029)
鄂公网安备:420100003343号
© 2002-2025 武汉制信科技有限公司 版权所有
投诉举报电话:027-87592219
















 需求中心
需求中心 AI助手
AI助手
 联系我们
联系我们