2.2.2.4 漆雾、漆渣处理
漆雾处理采用上送下吸水旋式漆雾处理技术,设计加长了水旋器,增加多道折流档板,通过空调送风将过喷漆雾送到水旋器,使漆雾与水充分混合,在排风的作用下,将过滤过漆雾的风排向高空,提高漆雾净化率;漆雾处理效果达到95%;
农机行业喷漆室的漆渣以往多为人工定期打捞,不仅工人劳动强大的,而且打捞不及时,容易堵塞循环水管,影响水旋器处理效果。本项目采用自动除渣机配合定量加入的漆雾凝聚剂,处理喷漆室循环水池中的漆渣。
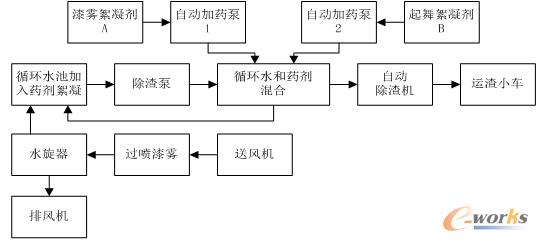
自动除渣设备由电控主机、反应器、计量泵、吸水泵、漆渣分离机、潜水泵、运渣车构成。吸水管和出水管都放在循环水池的特定位置,吸进的涂装污水通过机器里的反应器与药剂(分解剂、分离剂)反应,漆渣被分解后与水分离,自动排出,清水从机器回流到水池重复利用。
图1 自动除渣系统工艺流程图
工人只需更换接满漆渣的小车,并定期到指定地点焚烧处理或掩埋,既减少了循环管路的清理时间,使用寿命,又大大减少工人劳动强度。
2.2.2.5 吊具、格栅积漆的处理
涂装线的喷漆室格栅和机运的吊具使用一段时间以后,表面会沉积漆渣,吊具的积漆不及时清理在输送过程中会因摩擦掉落到前处理槽液或喷过漆的工件表面影响清洗效果和喷涂质量。
本项目研究采用了涂层清理专用设备——热洁炉,用以喷漆室地面格栅、输送吊具表面粘漆的定期焚烧处理。
“热洁炉”有两个相对独立的加热系统以及温度、烟雾
控制系统。在第一加热系统,将炉腔加热到一定温度范围,由控制系统自动控制炉内气氛,使工件上涂层逐步分解成气体。控制系统始终保证分解速度、分解物(气体)浓度并严格控制在一定的范围内。当分解物(气体)进入第二燃烧系统,经高温处理后转化成CO2和水蒸汽通过烟囱排出,炉内剩下的是工件和不受温度影响的无机物,这些无机物已经成为粉状,大多数在处理过程中已从工件上掉入炉底,少量剩余的只需轻轻敲打震掉用水冲洗或擦洗即可。
该技术减少以往漆渣掩埋、露天焚烧对环境的污染以及工人劳动强度,热洁炉焚烧处理后的零件不变形,燃烧的废气环保达标排放。
2.2.3 烘干设备
由于能源的日益紧张,节能降耗低碳已成为当今研究的主要课题,烘干是涂装线的主要耗能设备,直接影响涂装线运行成本。
2.2.3.1 研究采用低温烘烤型水性漆涂装工艺
通常汽车水性中涂、色漆烘干温度均为120℃以上,而水性漆的特性决定水分蒸发需在80℃左右,湿膜固体分控制在80%以上,若直接进入120℃的烘干炉,漆膜里的水分超过100℃的沸点沸腾,会引起气泡、针孔等质量问题;因此需设80℃预烘干、强制冷却段,投资和耗能增加。
大型拖拉机底盘由于是装配总成,含有橡胶等密封件,不能高温烘烤,因此研究应用低温80℃烘干的具有底面合一功能丙烯酸改性水性漆,对于底盘上没有底漆的加工面,除起到表面装饰作用外,还起到防腐蚀的作用。底盘低温80℃烘干工艺,可将水分蒸发在流平段和烘干炉一区完成,无需单独设置预烘设备,降低了投资和运行成本。
2.2.3.2 采用节能降耗烘干炉布置和结构
由于底盘重大约3吨多,烘干室采用“U”型烘干炉加风幕技术以及减少热桥保温的特殊结构,利用保护焊接和加热炉内满焊、无热桥等制作工艺,提高设备的使用寿命和外观质量,降低热量损失和动能消耗,达到节能降耗目的。
2.2.4 机械化运输设备
现代化的汽车车身涂装多采用机器人喷涂,可精确定位的滑撬输送,以满足车身机器人涂装精度和品质的要求。
底盘涂装采用柔性宽推杆悬挂积放链机运系统,配合多功能柔性吊具,配有线体速度跟踪监测设备及旋转编码器链速检测单元,实时测定宽推杆悬挂积放链速度反馈给喷涂机器人控制器,进行大轮拖底盘跟踪与联锁,以保持示教或喷涂时喷涂机器人动作与大轮拖底盘零件的相互位置与动作关系,实现大轮拖底盘多品种混线生产,满足机器人喷涂对定位精度的要求。
宽推杆悬挂积放链解决了普通悬链难以实现的前处理、烘干炉下班停产后不排空易生锈、过烘工艺问题和上下件不安全问题。由于积放链承载轨与驱动轨是分开的,可以根据不同工艺要求设置快链、慢链、道岔,分别满足排空、缓存、按照排产进出工件和各工艺作业的要求;使牵引动能消耗和轨道磨损大大减少,使涂装线输送、储存、转运、快慢更加灵活,工艺布局更加合理。
工艺排空区用于底盘涂装下班后把前处理、烘干炉内的零件排空到缓存区,以免清洗后的零件锈蚀和烘干后的零件返修。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。



















 需求中心
需求中心 AI助手
AI助手
 联系我们
联系我们