1、入口辊道的控制
双边剪入口辊道把钢板从切头出口辊道运输到双边剪入口,用于钢板调准。
双边剪入口辊道分布如下图所示:
(图1:入口辊道分布)
辊道分别由交流电机驱动,分为8组进行操作,最大加速度为3.6m/sec2给出最大辊道速度2m/sec。在剪切周期中,当辊道与夹送辊一起运行经过剪刀给钢板进料时,使用更高的加速度。当钢板运行到区域后,使用较低加速度1m/sec2。冷检安装到倒数一二个辊道组之间的最后一个辊道末端。
在自动剪切程序下,系统自动将把钢板运输到双边剪区域。在自动模式下,每个送入钢板在跟踪
传感器的第三组双边剪入口辊道末端停止。接收到钢板数据并且预置电磁移钢机的位置之后,钢板继续到第一个电磁移钢机的位置(双边剪入口辊道组8末端)并且完成钢板运输次序。
当双边剪准备好剪切次序后,该次序由操作工确认启动,钢板在双边剪入口夹送辊之后继续自动运行自动剪切序列。辊道也可以由操作工通过手柄手动操作。
2、钢板调准装置
钢板调准目的为调准剪刀前的钢板,使钢板在两侧都得到剪切。要剪切的钢板位置要确定,以保证与纵轴和固定剪切刀片相对称和平行。
以下设备用于钢板调准:电磁移钢机、电磁打正机、激光划线器等。电磁移钢机包括18个带有自由辊的枢纽臂,与辊道旋转轴线垂直,使钢板提升到辊道之上50mm,并通过电磁打正机跨过辊道横向移动。电磁打正机包括六个电磁推头,沿入口辊道分布。
2.1电磁移钢机
电磁移钢机位于双边剪前面,与电磁打正机一起进行操作。 钢板移缸机包括18个带有自由辊的枢纽臂,与轧辊旋转轴线垂直,使钢板提升到辊道之上50mm,并通过电磁打正机跨过辊道横向移动。电磁移钢机分为五组进行操作。每个移钢机都通过双螺线管阀单独控制,进行升降。升降的端位置通过接近开关检测。
手动和自动模式都可行。手动模式下,电磁移钢机进行升降。该组通过台上按钮进行选择并按需要进行升降。自动模式下,每组都有提升检测接近开关,用于启动磁铁的提升,并且每个臂都有降低检测接近开关,用于互锁辊道,电磁移钢机根据钢板长度进行预选(由自动化系统进行)。操作工可以手动干预。
当钢板移动到调准位置,操作工给出“调准开始”指令来提升钢板。当操作工结束钢板调准,给出“调准结束”指令。移钢机间隔2000mm并根据钢板长度进行选择。因此根据1号移钢机(接近剪刀),18个移钢机总长度为34000mm。
2.2磁铁打正机提升
电磁打正机提升油缸是用来手动提升钢板以校准。当移钢机提升后,移钢机上的电磁铁具有使能,充电磁量,而当移缸机降低时,磁铁自动断开。能够提升到辊道之上50mm。每个打正机提升都通过双螺线管阀单独控制,进行升降。降低时的位置通过接近开关检测。
手动和自动模式都可行。手动模式下,每个打正机都单独升降。打正机通过台上按钮进行选择并按需要进行升降。自动模式下,总是自动选择两个打正机。第一个打正机(接近剪刀)必须要选择,第二个打正机根据钢板长度选择。
2.3磁铁打正机横移
钢板被打正机、移钢机提升后,操作工移动打正机横移小车来手动校准钢板位置。如果钢板要剪切,操作工要放置好钢板,这样在固定侧和移动侧的激光划线能够照射到整个钢板。如果钢板不剪切,操作工把钢板放置在固定侧和移动侧激光束之间,使钢板在移动侧和固定侧之间通过。
四个打正机沿着双边剪入口辊道排放,并且其中两个用于钢板调准。每个打正机横移小车运动都由作用在液压缸上的比例控制阀来控制。安装一个单独的电磁阀来释放缸的运动。接近开关检测中间位置。
手动和自动模式都可行。自动模式下,调准时,按下“调准完成”按钮,磁铁断开,然后在短时间内应用反向激磁。因此在按下按钮后,钢板移钢机和打正机降低,延迟一段时间,允许磁铁的反向激磁。反向激磁和延迟降低的时间到现场再进行调节。当检测到打正机的位置降低时,它们横移回中间位置。手动模式下,操作工手动提升带有提升磁铁的钢板后,通过操纵手柄手动操作小车横移(提供高低速)并把钢板对准剪切线。
2.4电磁打正机上的磁铁
打正机的磁铁在钢板打正时保持钢板,防止在打正机横移时钢板在横移小车上滑动。每个磁铁由普通整流器和接触器盘以220VDC供给能量,面板由380VAC 3相 35kW供应。每个磁铁比例为2.5kW/11.3A。
磁铁升降运动用开关进行控制。磁铁在打正机提升后供给能量。横移运动打正完成后,磁铁在打正机降低前断开电能。即打正机、移钢机向上移动时,磁化。打正机、移钢机向下移动时,去磁。
2.5激光划线器控制
钢板打正设备用于在边侧剪切之前对钢板进行调准。通过使用打正激光,操作工可以最优化边侧剪切的切边量。两个打正单元可以电动同步。
2.5.1激光划线器的构成
激光划线器系统包括两个桥架结构,置于双边剪入口辊道之上,距剪切中心线9-27m。总共由8个激光,每个桥架安装4个。桥支撑安装在桥“移动侧”的一对运动激光。其中一对激光指示切割线,另一对指示钢板边部。第三和第四对激光为其它边部提供相同功能并安装在桥的“固定侧”以指示钢板边部和切割线,提供基准以调准钢板。
在剪刀移动侧(无基准)的一对激光有一个调节范围,覆盖了剪切的钢板宽度。可调节的一对激光的运动由交流电机控制移动的位置。每个电机安装一个编码器,来提供准确的位置控制。移动的这一对激光的位置可以通过手动或自动调节。对于自动位置,钢板宽度可以从HMI或者从操作工输入来取得。
移动的激光线设定到所需钢板宽度,即与剪切刀片成一条直线,获得钢板两侧的统一剪切宽度。放置两个激光划线器桥架以便沿着钢板提供持续的激光划线。在每个激光机架前的可调节的振动镜系统使激光束在钢板上产生划线。
2.5.2激光器的标定
激光器的宽度调节是通过使用绝对旋转位置编码器来直接测量的。机械运动和编码器运动关系是编码器转数(360°)对应32mm宽度调节。编码器标定程序有三部分:⑴手动测量激光划线器之间距离。⑵通过HMI标定屏幕输入测量值。⑶显示实际比例值。
3、双边剪的剪刀驱动
3.1功能和控制
双边剪包括两个位于辊道两侧的机架部分,每一个机架都有上下修剪刀,与钢板运动方向平行,以及上下刮刀。右边的机架(钢板运动方向可见)是固定的,该机架的修剪刀去定剪切线的参考边部。左边机架可以横跨钢板运动方向横移,该机架的位置决定剪切钢板的宽度。
双边剪安装一台液压预张力剪刀导向装置,用来保持上刀梁液压平衡,以消除机械间距并增加连杆轴承寿命。压紧装置由液压缸操作以保证设备寿命和低噪音。夹送辊可以精确的调节并调准,以提供精确的钢板导向并降低夹送辊磨损。
双边剪的四台主电动机必须由电气控制同步进行。双边剪主刀驱动有速度控制和位置控制,用绝对值旋转编码器来检测刀的位置并用于位置控制反馈。剪切操作两个刀传动之间的位置偏差不超过±5°。对于正常剪切操作,刀驱动只向前旋转。反向操作只用于紧急操作和维护。
3.2偏心轴角位置的标定
双边剪偏心轴的角位置通过绝对旋转位置编码器来测量。机械运动和编码器运动之间关系是偏心轴转数(360°)与编码器转数相对应。编码器标定程序有三部分:⑴把偏心轴的机械显示器移动到轴比例的0°位置,⑵然后通过HMI双边剪标定屏幕输入新的比例值0°,⑶最后显示实际比例值。
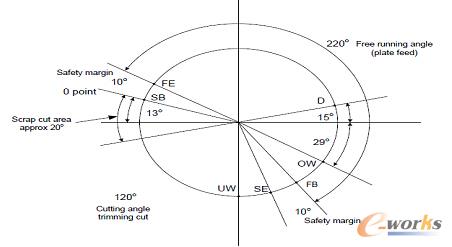
大型偏心装置参考值如下所示:R=140mm;SB= 剪切开始,0点;SE= 剪切结束;FB= 开始给料;FE= 结束给料(最新);D= 最大刀开口为110mm=刀在上位(钢板不剪切),停止位置;DW= 上水平刀位置;UW= 下水平刀位置,即换刀位置。角度图如图2所示:
(图2:角度图)
3.3操作
剪切操作一旦开启,双边剪连续运行,刀片打开、剪切交替。在刀片打开阶段,夹送辊和辊道把钢板送入刀片,而在刀片剪切阶段则停止。每个阶段钢板送入长度限制到1300mm,最大绝对长度为1350mm,若大于该长度,双边剪可能损坏。
两边机架中的下切边和刮刀是固定的,并且每个上剪刀通过偏心装置和连接杆升降。上刀由四个电机驱动,每个机架包括两个电机,通过一个普通齿轮机械联接。双边剪每一侧都有一个制动闸,运行双边剪时必须释放。
双边剪剪切周期包含两个离心装置(固定侧和移动侧)的360°旋转。该360°包括120°剪切角度(刀剪切钢板)和240°打开角度(刀在钢板外)。0°位置位于剪切开始位置。钢板在打开阶段被推进,为了安全在打开阶段的开始和结尾减去10°。
当钢板正向输送时,剩余220°为自由运行角度。每次剪切的360°旋转和正向输送持续重复,循环时间大约为2秒,基于平均电机速度1080rpm。(双边剪齿轮箱比例=35:1)。参见刀片角度图2。
上刀的位置由一个联结到剪刀偏心轴的旋转编码器监测,编码器指示原理:
1)换刀位置UW(底部水平刀位置)为0点后103°。
2)剪刀停止位置D(剪刀最大打开位置)为0点后208°,不使用双边剪时,选择刀的位置。
3)钢板进料释放位置(FB在角度图表上,0点后130°)。在剪切周期为夹送辊和辊道启动指示位置。
4)钢板进料位置的绝对端部(FE在角度图2上,0点后350°)。在剪切周期时指示位置,此时夹送辊和辊道必须停止,钢板正向输送不超过1350mm。
编码器用于测量双边剪刀角的位置,该数据用于计算所需夹送辊和辊道速度值,因此在双边剪角度自由运转时,钢板正向运输完成。夹送辊编码器信号也用于计算所需给料长度。
4、结束语
双边剪一般安装在精整区域,进行钢板尺寸的订单剪切,它的主要作用是剪切长度方向的板边,保证钢板的宽度和剪切的平直度,对于钢板的交付质量及成材率起到十分重要的作用,在现代化的轧钢生产线目前比较流行,它代替了单纯的纵剪设备,不但提高了剪切精度而且提高了剪切速度,是轧钢生产线保证产品尺寸质量的十分重要的设备之一。
本文为e-works原创投稿文章,未经e-works书面许可,任何人不得复制、转载、摘编等任何方式进行使用。如已是e-works授权合作伙伴,应在授权范围内使用。e-works内容合作伙伴申请热线:editor@e-works.net.cn tel:027-87592219/20/21。